Cat:Mga produkto
Ang patuloy na tubing, na kilala rin bilang nababaluktot na tubing o nababaluktot na tubing, ay malawakang ginagamit sa mga patlang ng mahusay na p...
Tingnan ang mga detalye
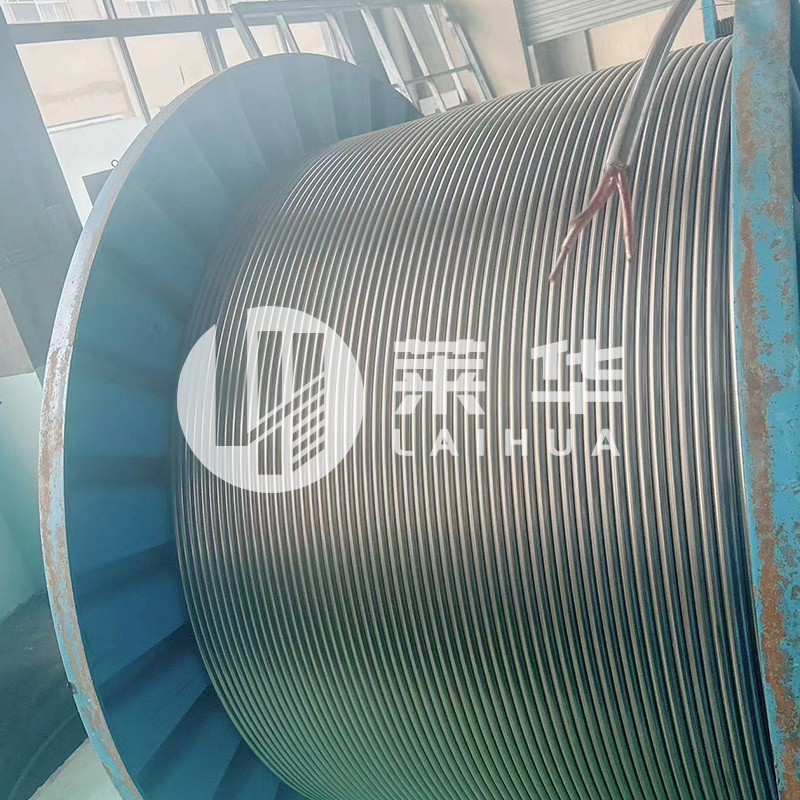
Hindi kinakalawang na asero welded tubing coils nag-aalok ng isang maaasahang, cost-effective na solusyon para sa fluid at gas transport, pagsasama-sama pambihirang paglaban sa kaagnasan na may mataas na lakas ng makina . Ang mga ito ay nabuo sa pamamagitan ng patuloy na pag-roll at pagwelding ng flat stainless steel strip sa isang tubular na hugis, pagkatapos ay i-coiling ito para sa madaling paghawak at pag-install. Ang produktong ito ay malawakang ginagamit sa mga industriya tulad ng petrochemical processing, hydraulic instrumentation, at food-grade fluid transfer, kung saan ang mahaba, walang patid na pagtakbo at pare-parehong internal surface ay kritikal.
Kung ikukumpara sa mga walang putol na alternatibo, ang mga welded coil ay nagbibigay ng mas mahigpit na dimensional tolerance at mas malaking pagkakapare-pareho sa haba, kadalasang lumalampas 1,000 metro bawat likid . Ginagawa nitong partikular na mahalaga ang mga ito sa paggawa ng heat exchanger at mga trace heating system, kung saan ang on-site joint reduction ay nakakatipid ng oras at pinapaliit ang mga potensyal na daanan ng pagtagas.
Ang pagganap ng isang welded tubing coil ay pangunahing tinutukoy ng komposisyon ng haluang metal nito. Ang pagpili ng tamang grado ay nagdidikta ng buhay ng serbisyo sa mga partikular na kapaligiran.
Ang Type 304 at 304L ay ang pinakakaraniwang mga pagpipilian, na nagbibigay ng mahusay na pagtutol sa oksihenasyon hanggang sa 870 degrees Celsius . Angkop ang mga ito para sa mga linya ng pagawaan ng gatas, trim ng arkitektura, at transportasyong kemikal kung saan mababa ang antas ng chloride. Ang mababang carbon content sa 304L ay nakakatulong na maiwasan ang intergranular corrosion pagkatapos ng welding.
Ang Type 316 at 316L ay pinahusay ng molibdenum, na makabuluhang nagpapataas ng resistensya sa mga chloride at pang-industriya na solvent. Ginagawa nitong pamantayan ang mga ito para sa marine environment, pharmaceutical processing, at coastal heat exchanger. Ang kanilang paglaban sa pitting ay mas mataas, na may Pitting Resistance Equivalent Number na karaniwang nasa itaas 25 .
Para sa mga application na nangangailangan ng parehong mataas na lakas at mahusay na chloride stress corrosion cracking resistance, ang mga duplex grade gaya ng 2205 ay tinukoy. Sa isang microstructure na naglalaman ng humigit-kumulang pantay na bahagi ng austenite at ferrite, ang mga welded coil na ito ay kayang humawak ng mga pressure na mas mataas kaysa sa conventional 300 series steels sa pinababang kapal ng pader, na nag-aalok ng pagtitipid sa timbang sa mga umbilical cable at subsea hydraulic lines.
Ang paglipat mula sa manu-manong hinang tungo sa automated mill production ay nagpabuti ng pagiging maaasahan ng longitudinal weld seam. Gumagamit ang mga modernong tube mill ng high-frequency induction o laser welding na pamamaraan para makagawa ng tahi na kadalasang tumutugma sa lakas ng parent material.
Matapos mabuo ang strip sa pamamagitan ng isang serye ng mga roller, ang mga gilid ay pinainit at pinagsama sa ilalim ng presyon nang walang metal na tagapuno. Ang panlabas at panloob na weld beads ay karaniwang inalis sa isang kinokontrol na proseso ng scarfing, na lumilikha ng isang makinis na profile sa ibabaw. Ang tubo ay dumaan sa maliwanag na pagsusubo sa isang kinokontrol na hurno ng kapaligiran, na nagpapanumbalik ng istraktura ng butil at nag-aalis ng pagkawalan ng kulay ng thermal. Ang resulta ay isang weld seam na nagpapakita mga istraktura ng butil na katulad ng base material , isang mahalagang kadahilanan para sa buhay ng pagkapagod sa mga aplikasyon ng cyclic pressure.
Ang pagpili sa pagitan ng seamless at welded tubing coils ay dapat na nakabatay sa pressure rating, gastos, at kinakailangang haba. Habang ang mga seamless tubes ay tradisyonal na ginusto para sa matinding high-pressure na mga aplikasyon, ang mga pagsulong sa welding technology ay nagpaliit sa performance gap na ito.
| Tampok | Welded Coils | Seamless Coils |
|---|---|---|
| Pinakamataas na Haba | Mahigit 1,500 metro | Sa pangkalahatan ay mas mababa sa 200 metro |
| Pagpapahintulot sa Kapal ng Pader | / - 0.05 mm karaniwang | / - 10% ng nominal na pader |
| Kahusayan sa Gastos | Mas mababang feedstock at gastos sa pagproseso | Mas mataas dahil sa mainit na proseso ng pagpilit |
Ang mga welded coils ay malinaw na kapaki-pakinabang para sa mga application na nangangailangan ng mahabang circuit. Halimbawa, sa isang linya ng pag-iiniksyon ng kemikal na umaabot sa isang refinery, ang isang welded coil ay nag-aalis ng dose-dosenang mga potensyal na leak point na kung hindi man ay magreresulta mula sa pagkonekta ng mas maiikling magkatugmang haba.
Ang mga coil ay ibinibigay sa tumpak na mga saklaw ng panlabas na diameter, karaniwang mula sa 1/8 pulgada (3.18 mm) hanggang 1 pulgada (25.4 mm) , na may kapal ng pader mula 0.5 mm hanggang 3 mm. Ang mismong proseso ng pag-coiling ay nangangailangan ng pare-parehong kontrol sa ovality upang matiyak na ang tubo ay kumakain nang maayos sa pamamagitan ng mga straightener at bender sa panahon ng pagpupulong.
Direktang nakakaapekto sa pagiging malinis at fluid dynamics ang mga surface finish. Ang karaniwang finish para sa instrumentation at hydraulic coils ay karaniwang maliwanag na annealed, na nagbibigay ng makinis, reflective na ibabaw na walang sukat. Para sa ultra-high purity gas lines sa semiconductor fabrication, ang mga electropolish welded coils ay tinukoy upang bawasan ang pagkamagaspang sa ibabaw sa Ra 0.25 micrometres o mas mababa . Pinaliit nito ang pagdirikit ng butil at pag-outgas.
Ang versatility ng mga welded tubing coils ay humantong sa kanilang pag-aampon sa mga lubhang hinihingi na sektor. Ang sumusunod na listahan ay nagha-highlight kung saan ang kanilang mga partikular na katangian ay nagbibigay ng isang direktang functional na benepisyo.
Ang hindi mapanirang pagsubok ay mahalaga sa pagbibigay ng mga sertipikadong welded coils. Ang Eddy current testing ay ang pangunahing inline na paraan, na may kakayahang makakita ng mga pinholes, seam crack, at dimensional na pagkakaiba-iba sa bilis ng produksyon. Para sa kritikal na serbisyo, ang buong haba ng coil ay maaaring sumailalim sa hydrostatic pressure testing sa mga presyon na higit sa 5,000 psi upang i-verify ang integridad ng istruktura.
Kasama sa mekanikal na pagsubok sa mga sample na seksyon ang reverse flattening at flare test upang ilantad ang kahinaan ng weld. Ang isang matatag na weld ay dapat makatiis sa isang flattening test kung saan ang weld ay nakaposisyon sa 90 degrees sa compression force nang walang crack, na nagpapatunay sa ductility na kinakailangan para sa tight-radius bending sa field.
Ang wastong paghawak ay nagpapanatili ng integridad ng coil. Maipapayo na gumamit ng pay-off reels na may diameter man lang 20 beses ang panlabas na diameter ng tubo para maiwasan ang kinking. Ang pag-uncoiling ay dapat gawin sa isang tuwid na linya upang maiwasan ang pagpapakilala ng isang twist, na maaaring lumikha ng mga kumplikadong natitirang stress.
Kapag baluktot sa field, ang pinakamababang radius ng bend na tatlong beses ang diameter ng tubo ay karaniwang kasanayan. Para sa instrumentation work, pinipigilan ng mga hand bender na may naaangkop na radius block ang pagyupi ng panlabas na radius na pader. Hindi tulad ng ilang produktong carbon steel, ang maliwanag na annealed surface ay hindi nangangailangan ng post-bending na kemikal na paglilinis, maliban sa simpleng pagpahid na may angkop na solvent para maalis ang lubricant mula sa mga tool sa baluktot.
Ang patuloy na tubing, na kilala rin bilang nababaluktot na tubing o nababaluktot na tubing, ay malawakang ginagamit sa mga patlang ng mahusay na p...
Tingnan ang mga detalye na mataas na temperatura na pagsubok sa cable")
Layunin: Ang mataas na temperatura na pagsubok sa cable, na sinamahan ng sasakyan na may mataas na temperatura, ay pangunahing ginagamit sa pagsubo...
Tingnan ang mga detalye
Ang hindi kinakalawang na asero na hibla ng optic test cable ay isang espesyal na cable ng pagsubok na pinagsasama ang tibay ng hindi kinakalawang ...
Tingnan ang mga detalye
Mga tagubilin para sa paggamit ng hydraulic control pipelines hydraulic control pipeline, na kilala rin bilang capillary. Pangunahin na ginagamit p...
Tingnan ang mga detalye")
Ang hindi kinakalawang na asero clad pipe ay isang sistema ng piping na pinagsasama ang tibay ng hindi kinakalawang na asero na may proteksyon ng p...
Tingnan ang mga detalye
Patlang ng Application: Ang sistema ng pag-init ng electric induction ay isang kumpletong hanay ng mga de-koryenteng aparato sa pag-init na binu...
Tingnan ang mga detalye
Ang ferrule type pipe joint ay binubuo ng tatlong bahagi: ang magkasanib na katawan, ferrule, at nut. Kapag ang clamp at nut ay ipinasok sa magkasa...
Tingnan ang mga detalye
Ang tuluy -tuloy na tubing skid winch ay isang espesyal na dinisenyo kagamitan para sa mga operasyon ng oilfield, na pinagsasama ang mga tampok ng ...
Tingnan ang mga detalyeE-mail:
Telepono: +86-15996597000
+86-18252893456
Whatsapp: +86-18252874678
Address: Hindi. 3 Xinyuan Road, Nanmo Town Industrial Park, Hai'an City, Nantong City, Jiangsu Province, China
QR code sa
mobile phone
Copyright © Jiangsu Laihua Petroleum Equipment Co, Ltd.





Makipag -ugnay sa amin